
印染技术

为什么要上浆?
为增加经纱在织造中的耐磨性、平滑性以及抗静电性,提高其强力和抱合力,改善其可织性,在织造前要进行上浆加工,亦称为浆纱(保护经纱)尤其对于目前广泛使用的高速织机(喷气织机、喷水织机)更是如此。
经纱上浆率一般为布重的4~8%,紧密织物如府绸等会更高些,达到8~14%。
注意:针织物不上浆。
图片
为什么要退浆?
上浆后浆料透入纤维之间,部分附于经纱表面,在提高纱线性能的同时,浆料污染染整加工液,阻碍纤维与染化料的之间化学作用,使染整加工难以进行。
退浆常用的浆料
经纱上浆所用桨料有天然浆料如淀粉、野生淀粉,海藻胶、树胶等,化学浆料如聚乙烯醇(PVA)、聚丙烯酸(PAA),纤维素制剂如羧甲基纤维素(CMC)、聚酯类等。上浆液中还加入其它成分如防腐剂、柔软剂、吸湿剂、减磨剂等。
淀粉浆多用于纤维素纤维织物,如棉织物、麻织物等,化学浆料多用于合纤织物。
退浆方法有哪些?
各类织物退浆的方法随浆纱所用的浆料而不同,常用的有下列四种方法。
1.碱退浆
碱退浆原理:
1)在热碱液作用下浆料会发生溶胀,从凝胶状态变成溶胶状态而与纤维的粘着变松,容易洗落下来。
2)CMC、PA类的浆料在热碱液中的溶解度增大,再经水洗,容易从织物上去除;
3)热烧碱溶液能去除一部分天然杂质,尤其适用于含棉籽壳较多的棉布。
适用所有浆料,退浆率低(50%~70%)
注意:织物退浆后的水洗必须充分,洗液必须不断更换
2.酶退浆
酶退浆原理:
催化淀粉大分子链发生水解,生成分子量较小、粘度较低、溶解度较高的一些低分子化合物,再经水洗除去水解产物而达到退浆目的。
淀粉酶是一种生物化学催化剂,常用的有胰淀粉酶和细菌淀粉酶。这两种酶主要组成都是α-淀粉酶,能促使淀粉长链分子的甙键断裂,生成糊精和麦芽糖而极易从织物上洗除。淀粉酶退浆液以近中性为宜,在使用中常加入氯化钠、氯化钙等作为激活剂以提高酶的活力。织物浸轧淀粉酶液后,在40~50℃堆置1~2小时可使淀粉充分水解。细菌淀粉酶较胰淀粉酶耐热,因此在织物浸轧酶液以后,也可采用汽蒸3~5分钟的快速工艺,为连续退浆工艺创造条件。
特点:专一性,高效率,条件缓和,环保
3.酸退浆
退浆原理:
酸能使淀粉等浆料发生一定程度的水解而转变为可溶性产物,从而易从织物上脱落下来 。国内应用不多,因使用时易损伤纤维,不单独使用,与碱退浆或酶退浆联合使用
4.氧化剂退浆
退浆原理:
氧化剂使浆料氧化,降解直至分子链断裂,溶解度增大,经水洗而去除
特别适用PVA浆料
氧化剂:
亚溴酸钠、过氧化氢、过硼酸钠、次氯酸盐等均属于氧化剂,生产上常用亚溴酸钠(NaBrO2)、过氧化氢(H2O2)。
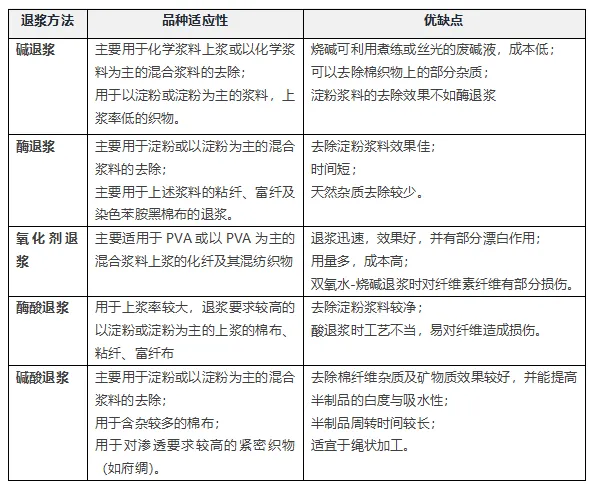
各种退浆方法的优缺点
常见织物的退浆方法
棉织物:常用的退浆方法主要有酶退浆、碱退浆、氧化剂退浆和酸退浆。
粘胶织物:退浆是粘胶织物前处理的重点,粘胶坯布一般上淀粉浆,故多采用BF7658淀粉酶退浆,退浆工艺同棉织物。
天丝:天丝本身无杂质,在织造过程中施加了以淀粉或变性淀粉为主的浆料,可采用酶或碱氧一浴法退浆。
大豆蛋白纤维织物:采用淀粉酶退浆
涤纶织物(退浆精练):涤纶本身不含有杂质,只是在合成的过程中存在少量(约3%以下)的低聚物,所以不像棉纤维那样需要进行强烈的前处理。一般,退浆、精炼一浴进行,目的是出去纤维织造时加入的油剂和织造时加入的浆料、着色染料及运输和储存过程中沾污的游记和尘埃。
涤棉混纺和交织织物:涤棉织物的上浆多采用PVA、淀粉和CMC的混合浆料,退浆方法一般采用热碱退浆或氧化剂退浆。
含氨纶弹性机织物:前处理时要考虑到氨纶的理化性能,尽量减少对氨纶的损伤,保持弹力织物形态的相对稳定。退浆方法一般采用酶退浆(平幅松弛处理)。
退浆质量评定
退浆效果以退浆率表示,其计算如下:
生产中,一般要求退浆率在80%以上或残留浆相对于布重为1%以下,余下的残浆可在煮练工艺中进一步去除。
退浆不净对后续加工的影响?
退浆不净,布面上带有浆斑,染色后就形成色差,色花,色牢度下降,斑渍,光泽不匀等疵病,严重影响产品质量。
来源:个人图书馆
免责声明:本文内容及图片系转载,仅供读者交流学习使用,文章版权归原作者所有,如需转发请标明原出处。如涉及作品版权或其它问题,请与小编联系,我们将在第一时间删除相关内容!本声明适用于本平台所有分享/转载文章,谢谢您的合作。
(责任编辑:作者)
